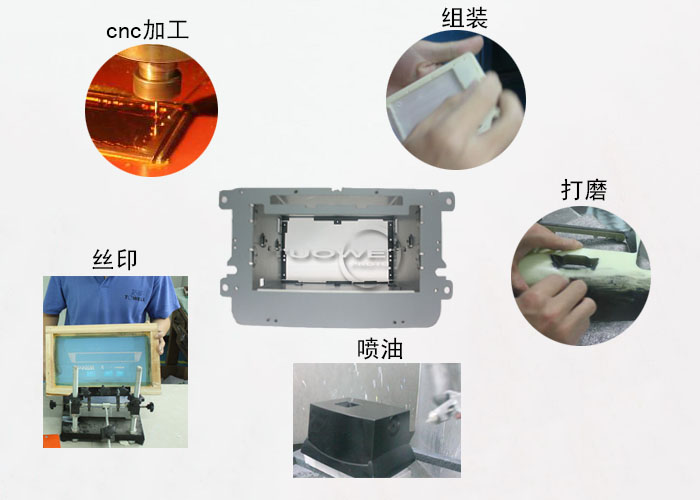
手板分為外觀手板和結(jié)構(gòu)手板��,我們這里要給大家講解一下外觀手板的上色表面處理要求���。一般外觀的產(chǎn)品���,要求表面處理要跟成品盡量接近,方能檢驗(yàn)出外觀的效果�����。常見的外觀處理有打磨�,噴灰,拋光�,上色,絲印�,電鍍植絨�����,鐳雕以及過UV高光等等。
手板打磨����,基本上是手板產(chǎn)品必經(jīng)的一個(gè)工藝流程,一個(gè)零部件在CNC數(shù)控機(jī)床經(jīng)過加工下來之后����,表面會(huì)帶有很多的毛刺,刀痕這類的�����。這些機(jī)器是無法避免的����。那么就需要人為手工處理掉這些瑕疵。一般我們是用砂紙打磨�����,或者拋光膏進(jìn)行拋光�。這期間還可以借助一些噴灰處理來檢測(cè)人工拋光的效果和質(zhì)量��。
1�、電鍍:電鍍是利用電極通過電流�����,使金屬附著于物體表面上����, 其目的是在改變物體表面之特性或尺寸。電鍍一般分為濕法電鍍和干法電鍍兩種�。濕法就是平常所說的水鍍,干法就是平常說的真空鍍�,水鍍是把鍍層金屬通過電極法,產(chǎn)生離子置換附著到鍍件表面�,而真空鍍是利用高壓,大電流�,使鍍層金屬在真空的環(huán)境下,瞬間汽化成離子再蒸鍍到鍍件表面��,水鍍附著力好���,后期不需要其他處理���,真空鍍附著力較差��,一般需要在表面做PU或者UV.PC不可以電鍍�����。復(fù)模件不可以水鍍,只可以真空鍍��。水電鍍顏色較單調(diào)����,常見的水鍍有鍍鉻、鎳����、金等,而真空電鍍可以解決七彩色的問題.水鍍前工件的表面效果必須打磨到1500-2000的砂紙�����,然后拋光才可以進(jìn)行水鍍�����,因此水鍍的工件一般都非常昂貴�,真空鍍打磨的效果可以稍微差點(diǎn)800-1000的砂紙即可����,因此真空鍍也相對(duì)比較便宜�����。
2���、拉絲:拉絲處理是通過研磨產(chǎn)品在工件表面形成線紋�����,起到裝飾效果的一種表面處理手段���。拉絲能夠很好的體現(xiàn)金屬材料的質(zhì)感,可使金屬表面獲得非鏡面般金屬光澤�����。根據(jù)表面效果不同可分為直絲(發(fā)絲紋)和亂絲(雪花紋)����。根據(jù)拉絲效果的要求、不同的工件表面的大小和形狀選擇不同,拉絲分為手工拉絲和機(jī)械拉絲兩種方式�。常見的手工拉絲多用于3M公司的工業(yè)百潔布。絲紋類型的好差具有很大的主觀性����。每個(gè)用戶對(duì)表面線紋的要求不同,對(duì)線紋效果的喜好不同���,因此必須要有拉絲的樣板才能加工出用戶喜歡滿意的效果�����。圓弧(弧面和直面交接處非常難看���,拉絲不均勻)及漆面(金屬顏色表面可拉細(xì)小的絲紋)均不宜拉絲����。
3�����、鈍化: 在一定條件下��,當(dāng)金屬的電位由于外加陽極電流或局部陽極電流而移向正方向時(shí),原來活潑溶解的金屬表面狀態(tài)會(huì)發(fā)生突變���。金屬的溶解速度則急速下降�。這種表面狀態(tài)的突變過程叫做鈍化���。鈍化可以提高金屬材料的鈍化性能���,促使金屬材料在使用環(huán)境中鈍化,提高金屬的機(jī)械強(qiáng)度���,是腐蝕控制的最有效途徑之一�,增強(qiáng)了金屬與涂膜的附著力����。
4、氧化:金屬的氧化處理是金屬表面與氧或氧化劑作用而形成保護(hù)性的氧化膜��,防止金屬腐蝕��。氧化分為化學(xué)氧化和電化學(xué)氧化(即陽極氧化)�����。
(1)化學(xué)氧化所產(chǎn)生的氧化膜較薄����,厚度約為0.3-4um,多孔����, 有良好的吸附能力,質(zhì)軟不耐磨�,導(dǎo)電性能好,適于有屏蔽要求的場(chǎng)合�����,可著上各種各樣的顏色�,有較好的吸附能力��,可著上各種各樣的顏色�����,在其表面再涂漆��,可有效地提高鋁制品的耐蝕性和裝飾性����。
?。?)陽極氧化所產(chǎn)生的氧化膜較厚�,厚度一般在5-20v m,硬質(zhì)陽極氧化膜厚度可達(dá)60- 2500vm��,硬度高���,耐磨性能好�����,化學(xué)穩(wěn)定性好����,耐腐蝕性能好����,吸附能力好 ,有很好的絕緣性能�,絕熱抗熱性能強(qiáng),可著上各種各樣的顏色��。綜上所述�,鋁和鋁合金經(jīng)化學(xué)氧化處理����,特別是陽極氧化處理后����,在其表面形成的氧化膜具有良好的防護(hù)一裝飾等特性,因此�,被廣泛應(yīng)用于航空、電氣���、電子��、機(jī)械制造和輕工工業(yè)等方面�。(只可以在鋁或者鋁合金上面氧化����,一般鋁合金都用進(jìn)口6160進(jìn)行氧化工藝。)