一般內(nèi)孔的加工方法是比較多�����,經(jīng)常用到的有鉆孔��,鏜孔����,鉸孔,磨孔���,擴孔���,滾壓孔等,下面拓維手板模型來給大家介紹兩種最常見的內(nèi)孔加工方法��,鉆孔�,擴孔和鏜孔:
鉆孔,由于麻花鉆長度較長�,鉆芯直徑小而剛性差,又有橫刃的影響��,鉆孔有以下的工藝特點:
1.鉆頭容易偏抖;
2.孔徑容易擴大��;
3.孔的表面質(zhì)童較差�;
4.鉆劉時軸向力大�����;
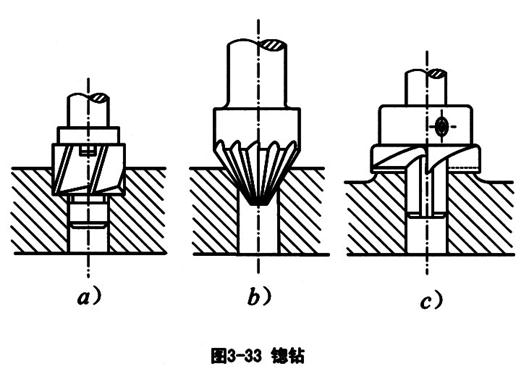
擴孔鉆的結(jié)構(gòu)與麻花鉆相比有以下特點:
1.剛性較好:由于擴孔的背吃刀量小��,切屑少��,擴孔鉆的容屑槽淺而窄����,鉆芯直徑較大,增加了擴孔鉆工作部分的剛性���。
2.導(dǎo)向性好:擴孔鉆有3 -4個刀齒���,刀具周邊的棱邊數(shù)增多,導(dǎo)向作用相對增強�����。
3.切屑條件較好:擴孔鉆無橫刃參加切削,切削輕快���,可采用較大的進(jìn)給量�����,生產(chǎn)率較高����,同時切屑少����,排屑順利,不易刮傷已加工表面�。
因此,擴孔與鉆孔相比���,加工精度高�,表面粗糙度值較低���,且可在一定程度上校正鉆孔的軸線誤差�,適用于擴孔的機床與鉆孔相同�����。
鏜孔:在鏜床上鏜孔,主要靠刀具回轉(zhuǎn)����,而零件做進(jìn)給運動。這種鏜孔方式�,其鏜桿變形對孔的縱向形狀精度無影響����,而工作臺進(jìn)給方向的偏斜或不值會使孔中心線產(chǎn)生形狀誤差。
鏜孔也可以在車床���、銑床����、數(shù)控機床上進(jìn)行����,其應(yīng)用范圍廣泛,可以加工不同尺寸和精度的孔����,對直徑較大的孔�,鏜孔幾乎是唯一的方法����。鏜孔加工精度一般可以達(dá)到IT7~IT10級,表面粗糙度Ra為0.63~1.0um�����。
常用的加工方法有:
車:主要加工圓柱形加工面�����,內(nèi)外螺紋�����,平面等��;
銑:主要以加工平面和孔�����、槽為主
刨:主要加工比較大的平面�����,精度較低
磨:加工平面、內(nèi)外圓柱面等
鉆:加工內(nèi)孔
鏜:大的內(nèi)孔加工