設(shè)計(jì)因素
在使用鋁模具的時(shí)候會(huì)對(duì)部件的設(shè)計(jì)有一定的影響���。比如:它會(huì)難以保持長(zhǎng)刀具的銑削精度��,所以最好不要用于峭面附近有細(xì)微構(gòu)造的部件�。一般認(rèn)為��,銑刀的圓柱形狀容易以彎曲半徑的形狀而不是尖銳邊緣的方式切割部件角落���。
此外�,不用這種技術(shù)生產(chǎn)有深而薄的加強(qiáng)筋的部件����,也是十分明智的��,因?yàn)樗鼈冃枰娤鞴ぞ哌M(jìn)行清除��。一般����,工具的最大長(zhǎng)度為直徑的8至12倍���。請(qǐng)注意���,深而細(xì)的加強(qiáng)筋需要更長(zhǎng)的銑削時(shí)間,同時(shí)也增加了拋光的難度���。為了防止難看的凹痕���,加強(qiáng)筋厚度應(yīng)不超過相鄰壁厚的60%?��?焖僮⑺艹尚筒贿m合同步成型嵌入或包覆成型�����。
快速注塑成型技術(shù)幫助企業(yè)以低成本��、高精度原型和小批量的方法快速生產(chǎn)塑料零部件�??焖僮⑺艹尚团c常規(guī)注塑成型類似,但兩者仍存在不同之處�����,這也使適用于快速成型的部件的設(shè)計(jì)與常規(guī)注塑略有不同�����。
這一技術(shù)常用于生產(chǎn)醫(yī)療市場(chǎng)的部件樣本�,如設(shè)備外殼,心臟監(jiān)測(cè)儀組件�,以及養(yǎng)老院的一部分自動(dòng)化應(yīng)急系統(tǒng)。一般來說�,塑料注塑使用的樹脂是顆粒狀的,將樹脂顆粒加載到注塑機(jī)的進(jìn)料斗中�����。借助螺桿(或柱塞)的推力����,將機(jī)器里被加熱料筒熔融的材料���,注射入閉合好的模腔內(nèi)。材料冷卻后凝固��,然后機(jī)器在合模線部位打開模具�,取得定型后的制品。
在注塑模具內(nèi)
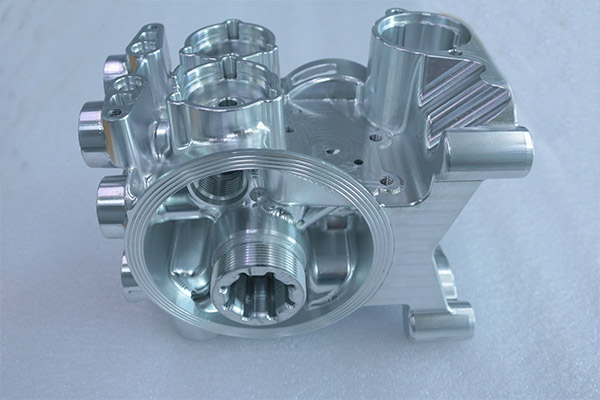
快速注塑模具使用3軸CNCs鋁模具代替?zhèn)鹘y(tǒng)上采用的較昂貴的鋼模具����。模具包括模具定模(a-side)側(cè)和動(dòng)模(b-side)側(cè),定模安裝在注射機(jī)的固定板上�����,樹脂通過注入口和澆注系統(tǒng)進(jìn)入型腔���,最后低達(dá)流道���。這樣就把樹脂引向澆口,也就是塑料進(jìn)入模腔的位置����。動(dòng)模(b-side)安裝在注射機(jī)的移動(dòng)模板,包括模具頂針。設(shè)計(jì)模具時(shí)����,為便于塑件脫模,應(yīng)使塑件在開模時(shí)盡可能留在B側(cè)��。
左邊破損的部件和右邊熔合縫有缺陷的部件�����,多半源自快速注塑成型對(duì)設(shè)計(jì)上的疏忽��。模具還應(yīng)具有“側(cè)向分型”機(jī)構(gòu)����,由于制品的特殊要求����,其某些部位的脫模方向與注射機(jī)的開模方向不一致需進(jìn)行側(cè)向分型與抽芯方可順利頂出制口。側(cè)向分型與抽芯機(jī)構(gòu)有兩種:行位和斜頂�����。一般側(cè)向分型是一個(gè)允許成型部件咬邊的滑動(dòng)凸輪裝置�����,咬邊必須連接或在模具分型線之上,位于部件的外側(cè)�����,并與分型線位于同一水平面�。在注塑加工中凸輪固定在適當(dāng)?shù)奈恢茫诔善烦鰜砬耙圆挥绊懠庸さ姆绞交瑒?dòng)����。快速注塑成型中每個(gè)部件最多可達(dá)四個(gè)側(cè)向分型�,最后,當(dāng)模具閉合時(shí)�,模芯可能是進(jìn)入對(duì)面模腔的模具的任何一側(cè)的任意一個(gè)突出的部分。模芯與模腔之間的空隙決定了部件的幾何形狀與尺寸��。